
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
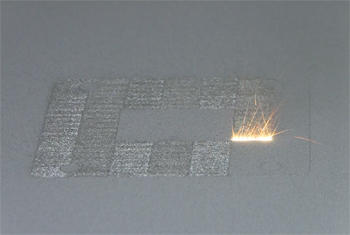
A high-power laser spot scans back and forth over a layer of cobalt-chrome powder on NIST's powder bed fusion additive manufacturing machine. Where it touches, the powder melts and fuses to underlying layers until a fully dense 3D metal part is formed. The laser travels back and forth so fast that, in this still image frame, it appears to form a white hot stripe about 10 millimeters wide.
Additive manufacturing has been called a game changer. But new games require new instructions, and the manuals for a growing assortment of methods for building parts and products layer-by-layer—collectively known as "3D printing"—still are works in progress.
Manufacturing researchers at the National Institute of Standards and Technology (NIST) have scoped out the missing sections in current guidelines for powder bed fusion, the chief method for "printing" metal parts. The new NIST report identifies key unknowns that must be solved before the technique—one of the most promising and versatile of additive manufacturing processes—can progress from largely a "trial-and-error" method to one that can be fine-tuned automatically.
The report presents an integrated view that systematically links process inputs to in-process phenomena that might either be measured or modeled and to the ultimate determinants of part quality such as material characteristics, dimensional accuracy and surface roughness.
One of seven categories of additive manufacturing processes (as defined by an ASTM standard), powder bed fusion usually employs a laser to selectively heat, melt and fuse the thin top layer of metal particles on a bed of powder. Once a layer is completed, more powder is spread on top and the process is repeated until accumulated layers comprise the designed part. Products ranging from medical implants to fuel nozzles for jets already are made with the process.
And aerospace and automotive manufacturers, in particular, would like to add significantly to the technique's repertoire of metal-part-making capabilities. But that will require advances in process control and reliability.
Powder bed fusion, like other additive manufacturing approaches, offers several advantages over conventional manufacturing methods, which often entail removing, or machining, portions from a blank of starting material and usually require joining several machined pieces to build a functional part or product. Although the build process can be slow for metal parts, additive manufacturing is easily customized to make parts with far more complex shapes and features, enabling innovation in design. Parts can be designed to be significantly lighter with the same functionality, and scraps of leftover material are minimal.
However powder bed fusion of metal parts is beset by system performance and reliability issues that can undermine part quality, problems shared by other additive manufacturing methods. Examples are dimensional and form errors, unwanted voids in the fused layers, high residual stress in the final parts, and poorly understood material properties such as hardness and strength.
Robust process control through in-process sensing and real-time control can prevent or correct these problems, but achieving this solution requires detailed understanding of all of the many intricacies of powder bed fusion, according to the NIST researchers. In their review of previous research, they cite one study claiming that more than 50 factors influence the melting process alone.
On the basis of their survey of previous research, including NIST studies, the NIST team distilled a detailed breakout consisting of 12categories of "process parameters," 15 types of "process signatures," and six categories of "product qualities." They then chart the cause-and-effect relationships among variables in each of the three categories.
"This cause-and-effect breakout can guide research to develop measurement and sensing capabilities as well as modeling and simulation tools—all with the aim of enabling better process control," says NIST mechanical engineer Brandon Lane, one of the report's authors.
In the next phase of the research, a NIST research team will build an additive manufacturing test bed for evaluating in-process measurement and control methods. This tool, the report says, will enable the researchers to "observe melting and solidification of metal powders, integrate process metrology tools, and implement software interfaces and data acquisition for process measurements, as well as test control algorithms."
M. Mani, B. Lane, A. Donmez, S. Feng, S. Moylan and R. Fesperman. Measurement Science Needs for Real-time Control of Additive Manufacturing Powder Bed Fusion Processes (NISTIR 8036), Feb. 2015. http://dx.doi.org/10.6028/NIST.IR.8036.