Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.

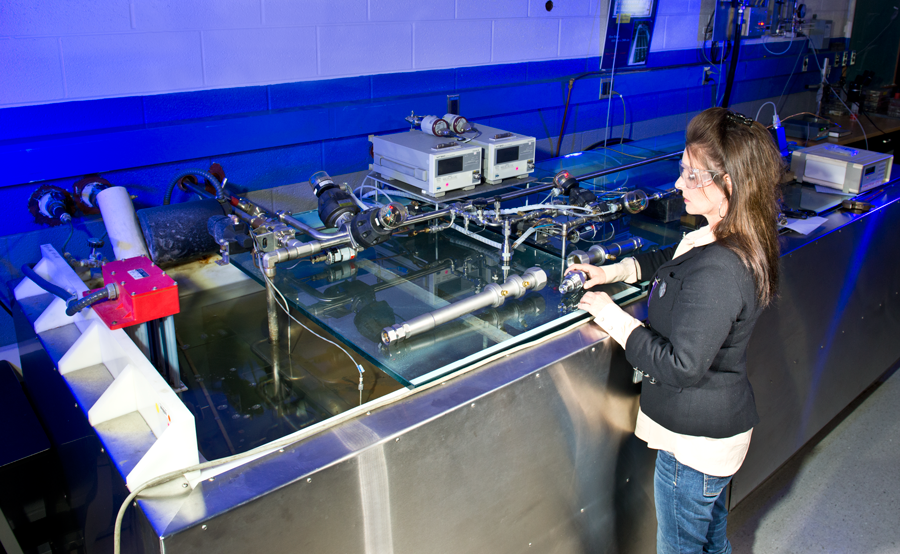
Aaron Johnson checks an array designed to hold 21 CFVs. The array is inserted into the yellow 8-inch pipeline at left and used to calibrate larger CFVs with the green cylindrical 26-cubic-meter PVTt standard in the background.
On an ordinary day, the United States consumes about 70 billion cubic feet of natural gas – enough to fill a space a mile long, a mile wide, and half a mile high. Every day, that titanic volume flows from producers to consumers through a complex pipeline network totaling more than 300,000 miles in length.
The flow in every line, including the 30-inch pipes that move gas at around 70 atm (about 1000 psi), must be metered, and both buyers and sellers want those meters to be as accurate as possible. In practical terms, that means calibrations traceable to NIST, and specifically to the Fluid Metrology Group of the Sensor Science Division, which has devised a complicated but scalable standard for volumetric flow calibration that achieves uncertainties of 0.22% at the 95-percent confidence level. Further improvements are on the way, especially for lower-pressure systems where uncertainties are higher.
Traceability to NIST is a fairly recent development. "About eight years ago, several flow-meter manufacturers wanted to see how well their equipment agreed, so they did a round-robin comparison at each of three different test facilities," says engineer Aaron Johnson. "They discovered that the agreement was less than satisfactory." The results differed by as much as 0.6%. That might not seem like much, but in a nation that produces approximately 25 trillion cubic feet of natural gas per year, an uncertainty of that size represents a substantial volume. There were, however, no uniformly agreed-upon calibration standards.

NIST, which had processed the data from the round-robin, was asked to get involved in producing a standard for meter calibration. After nearly a decade of constant improvements, the result is a complex traceability chain that proceeds by multiple, painstaking stages from small nozzles the size of a garden-hose coupling up to arrays of turbine meters that sit inside 30-inch gas transmission pipes and provide the working standards used by commercial calibration labs.
Only a few of the initial calibrations in that long chain can be conducted at NIST. PML's gas-flow lab is not equipped to work with flow on industrial scales. It is limited to 8-inch pipe and pressures an order of magnitude smaller than pipelines used in commerce. To scale up to industrial levels, Johnson and Kline must travel to a major calibration facility in Garner, Iowa run by Colorado Engineering Experimental Station Inc. (CEESI).
But first, the process begins at PML, with the low-pressure calibration of individual flared nozzles (called critical flow venturi, or CFV) with a throat diameter of 0.205 inch. Each metal CFV is placed within the smallest of PML's three gas-flow standards that can precisely control and measure pressure, volume, temperature, and time (PVTt).
The small unit – which is somewhat larger than a pool table and is immersed in a water bath that allows the system to reach stable temperature in minutes – measures flow by collecting gas in a tank of known volume during a measured time interval. It has an uncertainty of 0.025 % at a 95% confidence level. "Once the individual nozzles are calibrated, they're very stable over time," Kline says, "and don't need re-calibration for two or three years."
Once 21 of the small CFVs have been calibrated, they are placed in a grid array that fits into an 8-inch pipe. That array is then used to calibrate yet another set of individual CFVs with 1-inch nominal throat diameters. The 1-inch CFVs are also calibrated in 8-inch pipe. But because of the greater flow to be measured, this process requires the use of NIST's largest PVTt standard, where larger flows can be generated.
"Along the way, we can attain specific flow levels either by using higher pressure and fewer nozzles, or lower pressure and more nozzles," Johnson says. "So each is a check on the other."
The 1-inch nozzles are then calibrated in grids of four, and finally into arrays that will fit 30-inch pipe. At that point, they are taken to the Iowa facility. There the arrays are used in parallel to calibrate the large turbine meters which are the working standards at the CEESI facility.
"Our nozzle array can't be used in the field because of the pressure drop it causes. That's why turbine meters are the workhorses of industry," Johnson says. "So when we go out, CEESI shuts down for approximately two weeks. We try to minimize the down time, and we work 16-hour days, often through the night."
However, calibration with CFVs is only part of the total process. Accurate flow measurements depend not only on precise values for pressure and temperature, but also for gas composition, voltage, and frequency for the ultrasonic meters that measure flow by the time it takes for a sound to cross the pipe diagonally and return. All instruments are calibrated against a NIST transfer standard. In that way, Johnson and Kline maintain metrological control over the entire process. And finally, they process all the collected data and issue a report.
Recently, the team has been able to automate much of the data entry, which speeds the process. Time is often critical. "In the beginning," Johnson says, "it would take months to process the data. But by then, the device had gone out into the field and couldn't be taken off-line."
One problem area in commercial flow-meter calibration is that the working standard and the meter to be calibrated are separated by considerable distances, and "with the large amount of connecting pipe," Johnson says, "we are concerned about uncertainty, which increases substantially at lower flows. So we're now in the process of devising a traceability system for smaller meters in 4-inch and 16-inch pipe, trying to get a handle on low-flow standards that can be placed upstream of the meters. By the time we get done, we're hoping to get the low-flow uncertainty into the range of 0.3 to 0.4%."