
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
Short Descriptions of 2025 Benchmarks
Short descriptions of all 2025 sets of benchmarks and challenge problems for prospective challenge problem participants
In response to popular demand, we have greatly increased the time between the release of the 2025 challenge problems and the submission deadline for modeling solutions. The challenge problems are being released in two stages. First, this webpage includes early general descriptions of all sets of 2025 benchmark measurements and challenge problem topics. Sufficient information is provided to allow modelers to determine their interest in specific benchmarks and to start putting the needed modeling capabilities together. The full details of the measurements and challenge problems will be released in February 2025, along with any needed calibration data, solution templates, and submission instructions. The solution deadline will be in August 2025.
Metals Benchmarks
AMB2025-01: Laser powder bed fusion 3D builds of nickel-based superalloy 625 with variations in feedstock chemistries. Witness cubes with nominally 15 mm by 15 mm cross sections are built to heights ranging from approximately 19 mm to 31 mm on each plate with identical processing parameters, with a different powder feedstock used for each build. Challenge-associated measurements will include size, volume fraction, chemical composition, and identification (when possible) of precipitates after heat treatment, which will be identical for all builds. Data for as-deposited microstructures will be provided when the challenge problems are released. This will include descriptions of matrix phase elemental segregation, solidification structure size, grain sizes, and grain orientations. Data for as-deposited precipitates will also be provided, including identification (when possible), sizes, chemical compositions, and volume fractions. Material properties, such as diffusion coefficients, thermodynamic data, and interfacial energies, will not be provided.
AMB2025-02: Macroscale Quasi-Static Tensile Tests of PBF-LB IN718. This challenge is a follow-on from AMB2022-01 laser powder bed fusion (PBF-LB) alloy 718 in the as-built condition (no heat treatment). Eight continuum-but-miniature tensile specimens will be excised from the same size legs of one original AMB2022-01 specimen (Figure 1). Excised tensile specimens will be quasi-static uniaxially tensile tested according to ASTM E8, and predictions of average tensile properties will be requested. Calibration data given will include all processing and microstructure data from AMB2022-01, including 3D serial sectioning electron backscatter diffraction (EBSD) data. Material property data such as elastic mechanical properties will not be provided.
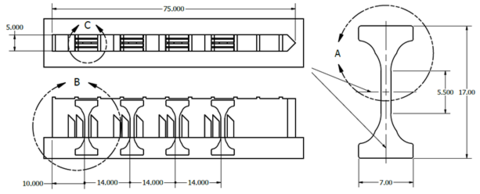
Figure 1: Drawing showing excision of continuum-but-miniature tensile specimens from AMB2022-01 specimen. Dimensions in mm.
AMB2025-03: High-Cycle Rotating Bending Fatigue Tests of PBF-LB Ti-6Al-4V. Specimens from one build of laser powder bed fusion (PBF-LB) titanium alloy (Ti-6Al-4V) will be split equally into two heat treatment conditions. The first condition will be a non-standard hot isostatic pressing (HIP) heat treatment. The second condition will be the same heat treatment but in vacuum instead of high pressure. All fatigue specimens are vertically oriented and will be machined and polished, thus removing the as-built surface roughness and PBF-LB contour. Approximately 25 specimens per condition will be tested in high-cycle 4-point rotating bending fatigue (RBF, R = -1) according to ISO 1143. Model challenges for the vacuum condition are expected to include predictions of median S-N curve, specimen-specific fatigue lifetime, and specimen-specific fatigue crack initiation locations. Calibration data given for both conditions will include: detailed build parameters, powder size distribution, powder chemistry, solid chemistry, residual stress measured in gauge section of fatigue specimens via x-ray diffraction (XRD) and electropolishing, 2D grain size and morphology via scanning electron microscopy (SEM), 2D crystallographic texture via electron backscatter diffraction (EBSD), pore size and spatial distribution via x-ray computed tomography (XCT), and quasi-static tensile properties (sub-sized geometry tested according to ASTM E8). All fatigue data (S-N curve) for the HIP condition will also be given as calibration data.
AMB2025-04: Laser hot-wire directed energy deposition (DED) 3D builds of nickel-based superalloy 718 test objects. Figure 2 shows the general geometry of the build. The laser weld head has three beams concentric around the wire feed. Challenge-associated measurements will include residual stress/strain components, baseplate deflection after unbolting from build machine, grain-size histograms along different directions, baseplate temperatures during build, and wire-bead geometries. The laser power will be kept constant during the build but the feed rate and travel speed will vary to produce a good part geometry. Laser calibration data, wire and baseplate material composition, extensive build information including the programmed changes in feed rate and travel speed (G-code), and some thermocouple data will be provided when the challenge problems are released. We will not provide material property data.
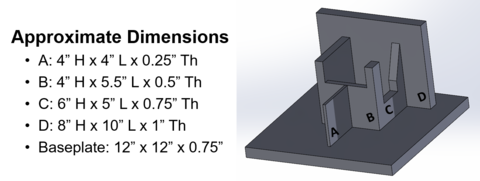
Figure 2: Approximate geometry of AMB2025-04 test objects.
AMB2025-05: Single bead-thickness walls and individual laser hot-wire alloy 718 beads with variations in laser power and travel speed with fixed wire feed rate. This set of benchmarks includes two distinct sets of measurements. First, single-bead thickness walls are built using the same process parameters and feedstock material as the 3D builds (AMB2025-04). Challenge-associated measurements include baseplate temperatures during the builds and grain-size histograms along different directions. Second, individual laser hot-wire 718 beads are produced using variations in laser power and travel speed with fixed wire feed rate. Challenge-associated measurements include single-track geometry from cross sections both perpendicular and parallel to the bead direction and single-track surface topography. Laser calibration data, wire and baseplate material composition (both alloy 718), process parameters and track path information (G-code), and some thermocouple data will be provided when the challenge problems are released. We will not provide material property data.
AMB2025-06: Arrays of adjacent laser tracks (pads) on alloy 718 plate with two pad sizes and three scenarios - no powder layer and a single alloy 718 powder layer, two thicknesses. Two pad areas with a size of 5 mm x 5 mm and 1 mm x 5 mm are scanned with a back-and-forth scan strategy (Figure 3). The pads are printed individually and not simultaneously. Three different scenarios are considered: bare plate (no powder) and alloy 718 powder layers with two different thicknesses. The laser parameters and scan strategy (including the skywriting time) are held constant. Challenge-associated measurements include melt pool geometry using cross-sections at specific locations within the pad areas, surface topography from variation focus measurements, and possibly surface temperature data from high-speed thermography. The laser power profile distribution, laser process parameters, and track path information will be provided along with the baseplate material composition. Additionally, the powder size distribution and powder chemical composition will be provided. Lastly, a cross-sectional image of a single-track laser on bare plate will be provided along with time above melting data (associated with melt pool length) from thermography. We will not provide material property data.
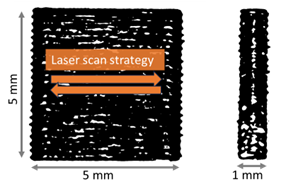
Figure 3. Diagram of pad geometries and scan strategy.
AMB2025-07: Arrays of adjacent laser tracks (pads) on bare alloy 718 plate with varying turn-around time. Similar to AMB2025-06, two pad areas with a size of 5 mm x 5 mm and 1 mm x 5 mm are scanned with a back-and-forth scan strategy on bare metal alloy 718 plates (see Figure 3). The pads are printed individually and not simultaneously. Two different laser turnaround or skywriting times are employed while the laser parameters are held constant. Challenge-associated measurements include melt pool geometry using cross-sections at specific locations within the pad areas and surface temperature data using high-speed thermography. The laser power profile distribution, laser process parameters, and track path information will be provided along with the baseplate material composition. Additionally, a cross-sectional image of a single-track laser on bare plate will be provided along with time above melting data (associated with melt pool length) from thermography. We will not provide material property data.
AMB2025-08: Phase transformations within single laser tracks on Fe-Cr-Ni alloys with varying composition. Challenge-associated measurements include high-speed characterization of the phase transformation sequence and kinetics at a fixed sample location during solidification. Laser calibration data, material composition, sample dimensions, and the sample measurement location will be provided when the challenge problems are released. We will not provide material property data.
Polymers Benchmarks
AMB2025-09: Vat photopolymerization cure depth samples fabricated on a methacrylate-functionalized microscope slide. Modelers will be asked to predict the cure depth versus radiant exposure (often called dose) of prototypical resins with varying monomer functionality and photoabsorber type, for irradiation with narrow-bandwidth (< 5 nm) or broad-bandwidth (> 10 nm) 405 nm light. Fluorescing and non-fluorescing absorbers will be considered. Specimens will be large enough such that size-dependent effects are negligible. Modelers will be provided with reactivity and thermophysical property data for the resins as well as radiometric data for the light sources. Modelers will predict the detailed working curve(s) as well as extracted critical energy Ec and depth of light penetration Dp for 8 conditions (2 monomers, 2 photoabsorbers, 2 light sources).